.trt .tie bolt tightening .tbt
Initial preparation:
- Permission must be granted to immobilize the engine
- Spare & tools must be checked
- Conduct tools box meeting
- Hydraulic jack or tools used must have valid calibration certificate
- Risk assessment with work permit to be done properly
Preliminarily work:
- Clean the tie rod properly and carefully before inserting into position
- The lower nut of the tie rod is screwed on.
- Clean the seating surface for intermediate ring and the upper nut.
- Place intermediate ring and screw upper nut on the tie rod.
- Fit the ring screw into the tie rod and lift carefully till the lower tie rod nut seats firmly.
- In this position tighten the upper tie rod nut with tommy bar until it is firmly seated on the intermediate ring.
- Separate lifting tackle from the rod and remove ring screw.
Working sequences for tensioning:
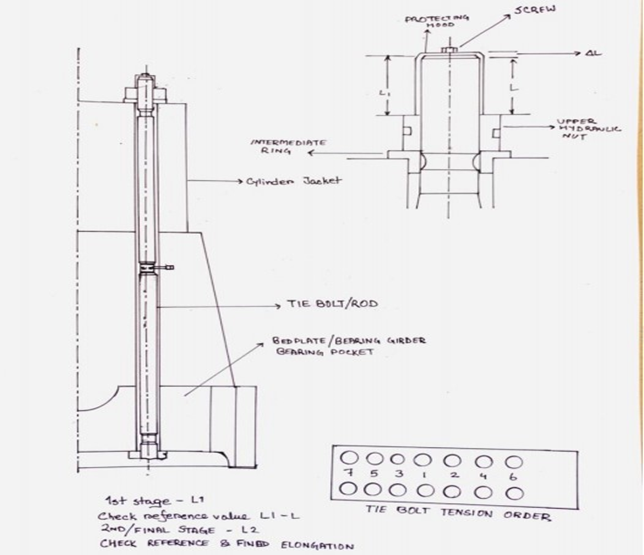
- Measure distance ‘L’ for all tie rods and record them.
- Mount pre tensioning jack on the two tie rods place opposite to each other a/a, the lower part of the cylinder jack must rest on the intermediate ring.
- Connect both the jacks to high pressure oil pump and vent the system
- Operate pump until a pressure of 350 bar (1st stage ) is reached. Maintain the pressure while two upper nuts are tightened with tommy bar.
- Release the pump pressure to zero.
- In this manner tension all the tie rods in the sequences (1/1, 2/2, 3/3, 4/4, 5/5, 6/6) and measure all the distance ‘L’ and record them as ‘L1’
- Check maker’s reference value ‘L1’-‘L’
- Repeat the same procedure for final tightening to 600 bar (2nd stage)
- Finally measure the distance ‘L’ for each rod and record them as ‘L2’
- Check maker’s reference value ‘L2’-‘L’
- The values should be same if the tie rods are correctly tensioned.